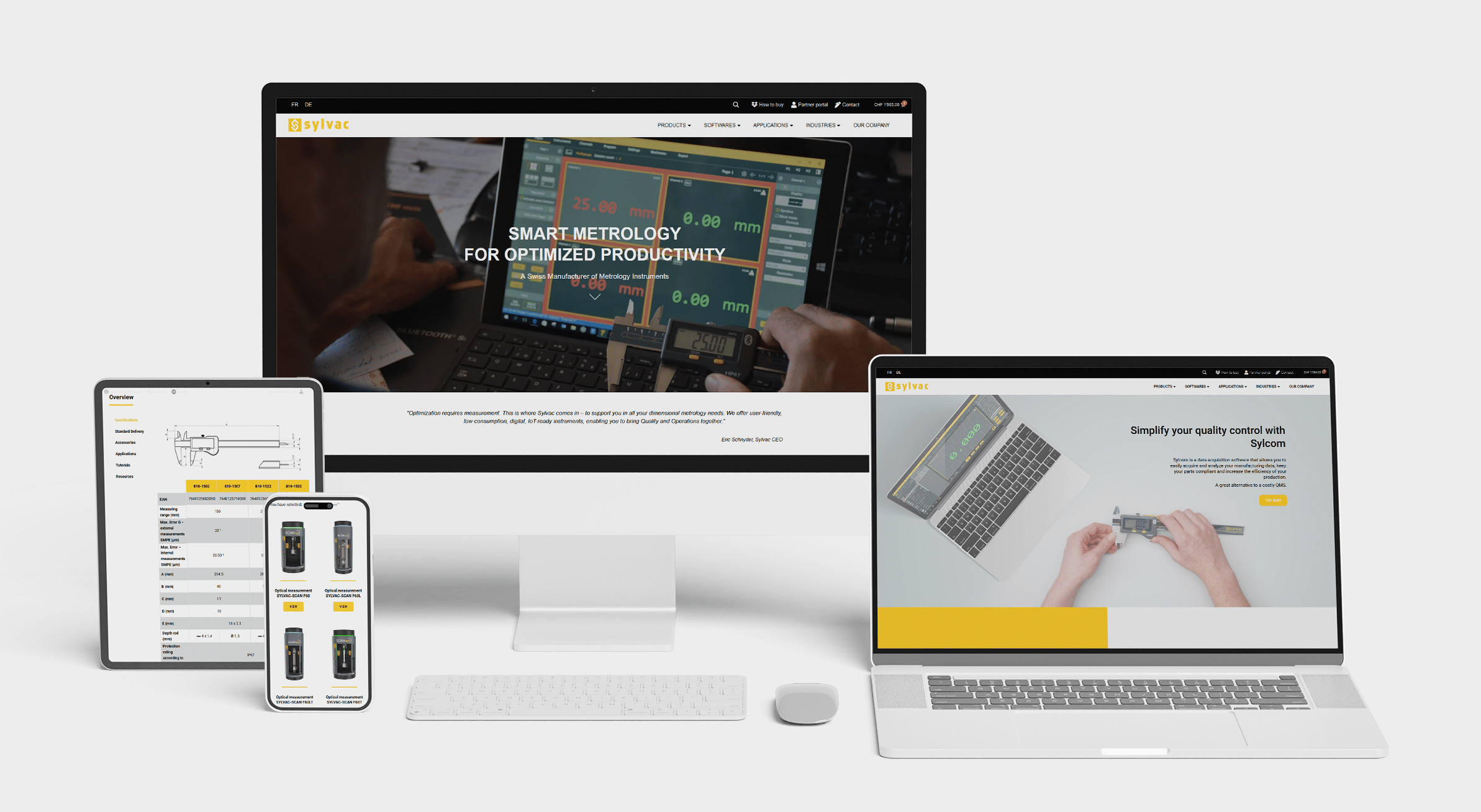
Articles Filtrer Filtre Articles Video tutorial Knowledge Hub Non classé News Event: Control 2025 EVENT: Experience Sylvac’s latest innovations – Live at Control 2025! Event: Meeting with apprentices from the CFPT Geneva Event : CIMT in China Exciting New Product Launch: digital probe P25D Smart EVENT : Technical day: immersion in the heart of metrology Congratulations to our students for their performance at Innovation CRUNCH Time ! EVENT : ITES – Shenzhen International Industrial Manufacturing Technology and Equipment Exhibition New product: Lever probe LPD EVENT: Control show Stuttgart Discontinuation of P10 and P25 Capacitive Probes EVENT: We had the pleasure of hosting an exceptional seminar in Thailand for our Asian Partners! COMPANY NEWS: Best wishes 2025 Official sponsor of the Lausanne HC Féminin New leaflets D400S and M-Bus OPC UA function New software Vmux2 How to configurate MB-IO with Sylcom? Sylvac Updates (May 2024) Une première pour Sylvac SA ! How to configurate batches with Sylcom? Bestsellers 24-25 SIAMS Moutier 2024 New SCAN S145 with probe INNOVATION CRUNCH TIME ! Sylvac Training March 2024 The metrology breakfast organized by the CEP, Sylvac & SMACA Petit déjeuner de la microtechnique How to export data to Excel from Sylcom software 🖥️ New Sylvac Website 🎉 Getting started with Sylcom software ! 🧑🎄Sylvac’s Jolly Jig: A good Measure of Cheers for the Year-End! 🎅🎁 New micrometer v3 Ultra-Low Power Consumption VMUX CHARM ECSEL Project Cloud Storage Empowering Production Managers for Success Production/Quality Management office Calibration and Traceability Machine Tool Correction Machining Automation ready In House Testing Redefining final inspection Final Inspection Assembly and Finishing Entry control Sylcom IP ratings Employee Testimonial: R&D manager in electronics, 37 years of career in retrospect Bluetooth® 5 New probe P25D Employee Testimonial : Being an R&D Manager New Sylcom 1.5.8 Customer Testimonials : Sylvac-Visio at Heraeus Medevio Let’s take actions for a bright future ! White Paper: Vision Systems for Harsh Conditions in Machine Tool Monitoring Sylvac joins the Grand Chasseral community to promote the common values of the Bernese Jura New Sylvac-SCAN S25 without tilt “Swiss Engineering Vaud” prize at Innovation Crunch Time Discover the new MTC and On The Fly features on Sylcom 1.5.7 New Sylcom 1.5.7 New live chat feature on our website